
One piece of fabric could be the evidence of your flourishing business or the reason why it breaks down. The lab dip approval stage is the most critical gap between your design idea and monetary gain from manufacturing. If it is done wrongly, it will result in colors being out of synchronization, the production period will be prolonged, and lots of garments will be rejected from being sold. This easy guide will show you color science, the standard process, and how to use the right tools and fabrics in such a way that your brand remains consistent even in 2026. The lab dip process for custom activewear colors is your way to avoid production disasters.

Key Points
- Learn about Metamerism: Colors can appear to be different under different lights (like daylight vs. store light). Always check lab dips under multiple specific lights (D65, TL84).
- Give clear standards: Use a Pantone TCX code and a real fabric sample as your main color standard.
- Pick the right fabric: The fabric quality, for example, using non-curling interlock, affects directly the color consistency, and the success of production.
- Give specific feedback: Instead of confusing remarks, provide technical feedback (like "5% more red, 2% darker") to hasten re-dip approvals.
- Plan your timeline: Lab dips typically take 7-10 days for the first round; include this in your lead time.
The Importance of Lab Dip in Your Production Process
A lab dip is a small piece of fabric that you have dyed in a specific color that you would use for your customizations. You've got the chance to approve a color before vibrating 1000s of meters of fabric.
When the communication is bad or the process is hurried, you can end up losing a huge amount of money. A rejected bulk order means wasting materials, missing deadlines, and damaging your clothing factory relationships.
This you are now reading is a complete guide to The Lab Dip Approval Process: Avoiding Production Disasters. In this guide, we present the science of color, the stepwise process, and the right fabric partner that can mitigate the risks discussed.
Understanding Color: Why Your Eyes Can't Be the Only Thing You Trust
Getting a perfect custom color is more of science than art. What you see is not what you get. This is even more the case when you are moving from a design studio to the factory.
What is Metamerism and Why is it Your Biggest Problem?
Have you ever approved a color sample that looked perfect at the factory but then it looked completely wrong at the retail store or outside? This is an unpalatable surprise called metamerism.
It happens when two colors appear to match under one light source but look different under another. This is the number one cause of color rejection in bulk production.

D65 vs. TL84: What Is the Light Sources in Your Tech Pack
To overcome the effects of metamerism, you should measure colors under several light sources, including the standard ones, inside a light box. Your tech pack should be explicit about the ones to use.
- D65 (Daylight): This is the industry standard for final color approval and mimics natural midday daylight.
- TL84 (Store Light): A fluorescent light which is often found in retail stores across Europe and Asia. It has a very narrow-band.
- CWF (Cool White Fluorescent): This light source is very common in the U.S. office and retail spaces.
- A (Incandescent): This light source imitates the traditional household lighting and it is warmer and more yellow.
Including these in a custom activewear colors lab dip request is not just a formality but an essentiality in order to ensure that the activewear color stays the same throughout the clothing journey from manufacturer to customer.
The Standard Lab Dip Approval Process: A Business Workflow
Running the lab dip process requires a clear step-by-step approach. Here are the steps every production manager should follow.
Step 1: Sending the Color Standard (The "Master")
The process starts when you send your color standard to the fabric mill. The best standard is a Pantone TCX (cotton) code combined with a real piece of fabric from a previous production run. Using a digitally printed paper sample is risky. Dye absorbs into fabric very differently than ink sits on paper.
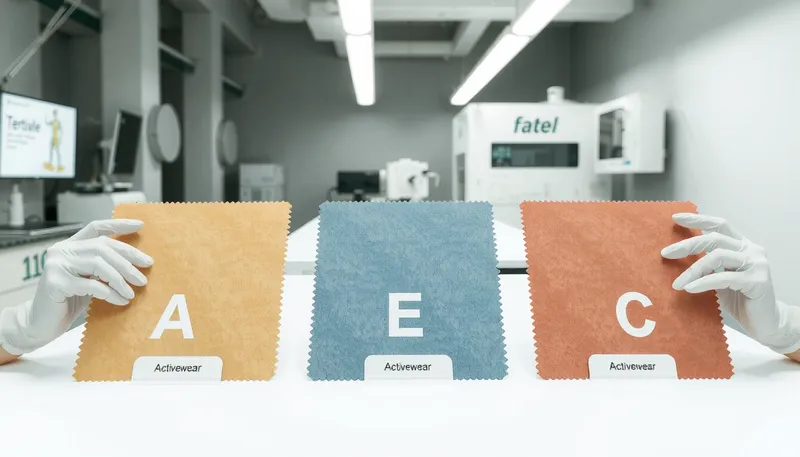
Step 2: Looking at Submissions (A, B, C Options)
The dye house will send you several options. Usually, they are labeled A, B, and C. These are slight changes around your target color. For example, Option A might be the closest match. Option B might be slightly lighter. Option C might be slightly darker. The goal is to find what industry experts call The Key to Perfect Color Matching in Fashion, which is the best commercially acceptable match.
Step 3: Giving Clear Feedback for Re-Dips
If none of the first options are good enough, you must request a re-dip. Unclear feedback like "make it more vibrant" will only cause delays. Be specific and technical. For example: "Option A is the closest, but it needs to be 5% more red and 2% darker." This clear feedback helps the dyer adjust the formula exactly.
Step 4: Final Approval & Bulk Production
Once you approve a lab dip, you must sign, date, and return a piece of that sample to the mill. This becomes the binding standard for bulk production. The dye formula is now locked. The mill will proceed with dyeing the full fabric order.
The FORALLTEX Advantage: Exact Dyeing on Engineered Fabric Bases
A successful lab dip is only half the battle. The color must be perfectly copied on the fabric. At FORALLTEX (Haining Forall Digital Technology Co., Ltd.), we undertake precision dyeing along with advanced fabric engineering.
Our Craftsmanship: Process, Technology, and Yarn Skills
We use a computer-controlled dyeing process. Spectrophotometers analyze color data to create exact dye recipes. This reduces the human error that leads to color variation. Our skills extend to dyeing delicate synthetic yarns, like fine-gauge 20D and 40D microfibers. This ensures deep color saturation and excellent fastness on high-performance elastane blends.
The Foundation for Perfect Color: D036 Nylon Spandex Interlock
Even the best dye job will fail on an unstable fabric. Our D036 Nylon Spandex Interlock is engineered as the perfect canvas. Its unique "One-Open-One-Close" knit structure creates a stable flat surface that is preventing curling and distortion. It is the only way that printing custom colors and complex patterns with absolute clarity can be done, similar to printing on a tightly woven canvas.
Physical Performance Data: The D036 Advantage
Your tech pack requires more than just color. It demands performance. Here is how our D036 double jersey knit compares to the industry standard.
| Parameter | FORALLTEX D036 | Industry Standard Interlock |
|---|---|---|
| Weight | 160 GSM | 150-170 GSM |
| Composition | 80% Nylon / 20% Elastane | Varies |
| 4-Way Stretch Recovery | >95% | ~90% |
| Shrinkage Rate (Post-Wash) | <3% | 3-5% |
| Color Fastness to Wash | Grade 4-5 | Grade 3-4 |
| Edge Curling | Minimal / Non-Curling | High |
The ROI of Precision: A Cost-Savings Calculation for Your Factory
Consider the cutting floor's true cost. A typical 160gsm fabric may yield 3.8 meters per kg however its curling edges lead to a 5-7% material waste during lay-up and cutting. Our D036, with 4.1 meters per kg yield and no curl edges, not only saves material costs but also significantly reduces the time required for cutting. Consequently, it decreases the FOB costs and results in a faster turnaround from the cut to the sew, which directly affects your profits.
Preventing Post-Production Disasters
Color issues can arise even after production. For instance, sensitive light colors in bras and leggings may get yellowing in storage. Our specialized anti-yellowing technology is a key feature of our D083 Air-Sculpt Fabric. It eliminates the risk of discoloration from warehouse lighting and atmospheric contaminants. This saves you from the hassle of costly QC rejections in the future.
Your Ultimate Lab Dip Submission & Approval Checklist
Use this factory-floor-tested checklist to streamline your custom activewear colors lab dip process. It ensures clear communication with your supplier.
Before You Submit:
- ✓ Do you have your Pantone TCX code correctly listed in the tech pack?
- ✓ Did you include a physical sample as the master standard?
- ✓ Did you specify ALL required light sources for evaluation (D65, TL84, CWF, A)?
When You Receive Strike-offs or Dips:
- ✓ Check the samples immediately after receiving to not delay the timeline.
- ✓ Inspect them with all specified light sources in an appropriate light box.
- ✓ Compare the submissions against the original master standard instead of a computer screen.
- ✓ It is important to mention that some colors, as experts say, like blacks, nudes, and greys can be particularly tricky and may require more patience and rounds of feedback.
When You Give Feedback:
- ✓ Be specific and use numbers (like "Option B needs to be 3% darker and less blue").
- ✓ Clearly reference the submission code (like "Option B") in your comments.
- ✓ Keep a dated and organized record of all submissions and feedback for your files.
Frequently Asked Questions (FAQ)
What is a typical Minimum Order Quantity (MOQ) for a custom color?
Answer: MOQs differ by fabric and supplier. At FORALLTEX, our standard dye lot MOQ is usually around 300kg per color. This allows us to maintain quality consistently which is otherwise extremely difficult to achieve in smaller volumes. Please contact us to discuss your specific 2026 project requirements.
How long does the lab dip approval process usually take?
Answer: The first round of lab dips typically takes about 7-10 business days. Each subsequent round of re-dips can take another 5-7 days. A smooth process with clear feedback can be completed in 1-2 rounds. Including this in your production lead time is crucial.
Can you guarantee a 100% perfect match to my Pantone color?
Answer: We guarantee a "commercially acceptable" match which is the industry standard. Since dye fabric differs in how it interacts with ink on paper (the Pantone chip) from the printer's, sometimes a 100% spectral match is really infeasible. However, our process guarantees a visual match under all specified light sources.
What's the difference between a lab dip and a strike-off?
Answer: A lab dip is for developing a solid custom color on a small fabric sample. A strike-off is the equivalent test for printed fabrics. It shows a small sample of the print pattern, colors, scale, and repeat before printing bulk yardage.
What happens if the bulk production color doesn't match the approved lab dip?
Answer: This is the production disaster our careful process is designed to prevent. By using a physically signed-off lab dip as the binding contract, any deviation in bulk production that falls outside the agreed tolerance is the supplier's responsibility to correct.
Written by Forall Lab
© Forall Lab • Powered by Kunpeng ONE


